Challenge
The Micronics Engineered Filtration Group was contracted to provide 6,480 filter bags, hanging accessories, and Refurbishment Services for the ten (10) compartment Carborundum/Flakt (OEM) Reverse-Air Baghouse (RABH) that is filtering fly ash-laden flue gas from the bituminous Coal-fired Boiler.
The end user’s desire to refurbish their RABH was motivated by increased opacity excursions and reduced reliability of the Station due to baghouse-related issues such as increasing filter bag fatigue and pressure drop.
After a careful analysis of the baghouse issues, Micronics presented the end user with a filter bag media upgrade from their current conventional woven fiberglass fabric that required a dust cake present to promote maximum efficiencies (depth filtration).
Solution
We received Station data before and after the project’s completion. As a result of Micronics’ advanced filtration solution, there were numerous quantifiable benefits of our filter media upgrade work:
- 62% increase in average power production from 122 MW (before) to 198 MW (after). This can be attributed to the filter media upgrade and the on-call reliability of the Station’s RABH. This increase further improves both availability to the grid and supports the Station’s commitment to maintaining full compliance with all environmental permitting requirements.
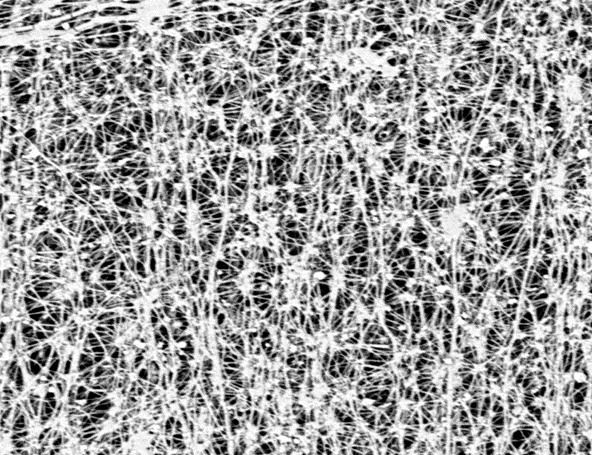
- During the evaluation period, the RABH system’s differential pressure (DP) was maintained at a historical average of 5.3” WC, with increased flow provided by
the ePTFE membrane filter bags. With our solution, the baghouse achieved more power output with similar DP across the system.
- Opacity incidents were reduced from 22 during the year leading up to the renovation to zero (0) currently.
- During the evaluation period, the RABH system’s ID fans – or induced draft fans – maintained their historical consumption amperage with the increased flow provided. The facility achieved more power output with no increase in amperage consumption.